Nasze drukarki są utrzymane w stanie możliwie zbliżonym do stockowej Prusy. Oznacza to, że jeśli czegoś nie wiesz, coś nie jest jasne, coś nie działa prawidłowo - w pierwszej kolejności zajrzyj do instrukcji od producenta, bo jest tam opisana zdecydowana większość problemów i sposoby ich rozwiązywania:
Pamiętaj, że dawne “sposoby z internetu” typu “posmaruj stół klejem” lub “przepchaj dyszę drutem” to już dawno wyszły z mody. W razie wątpliwości zajrzyj do działu Troubleshooting, gdzie są opisane wszystkie typowe problemy i ich rozwiązania, np. problemy z pierwszą warstwą.
Zasady drukowania
Dla członków Hackerspace: drukowanie z karty SD lub przez Prusa Connect.
Dla osób odwiedzających: drukowanie z karty SD.
Dostępne drukarki
Dostępne drukarki + model do ustawienia w slicerze:
Posprzątaj wszystkie ścinki i resztki filamentu i wyrzuć do kosza.
Wyłącz drukarkę.
Pozostawanie drukarki bez opieki, dostęp zdalny
Obecnie nie wolno zostawiać drukarki bez opieki na dłużej, niż kilka minut. Chcemy zmienić tę zasadę, testujemy dozór i sterowanie zdalne przez Prusa Connect - efekty póki co są zbyt niestabilne i niezadowalające, żeby zmienić zasady.
Wyjmowanie filamentu: z menu drukarki wybierz “Unload Filament”.
Prusa Mini: Z menu “Filament” wybierz odpowiednią opcję.
W obu przypadkach drukarka powie Ci, co dalej zrobić.
Kwestie BHP
Zalecamy drukować z PLA, ponieważ jest to materiał bezpieczny i bezproblemowy. Do bardziej wymagających zastosowań można użyć np. PETG. Absolutnie nie wolno drukować z materiałów wydzielających toksyczne opary, takich jak ABS lub ASA. Drukowanie z materiałów wysokotemperaturowych jest dozwolone tylko na Prusach MK3S+.
Przed drukiem zaleca się umycie stołą IPĄ - będzie lepsza adhezja. Jeśli wydruki Ci się odklejają, włącz opcję “raft” w slicerze. Absolutnie NIE używaj kleju – zniszczysz stół.
Zdejmując wydruk ze stołu nie używaj szpachelki - zdejmij górną magnetyczną warstwę stołu razem z wydrukiem i wyginając stół delikatnie odklej wydruk, uważając, żeby nie połamać stołu. Zakładając warstwę magnetyczną na stół drukarki upewnij się, że jest prawidłowo wypozycjonowana.
Filamenty leżące obok drukarek 3D są ogólnodostępne dla wszystkich. Jeśli dużo drukujesz, rozważ kupienie szpuli filamentu PLA raz na jakiś czas.
Chyba jednak to zły trop z tym paskiem.
W piątek przeskakiwało, ale potem go n̶a̶p̶r̶ę̶ż̶y̶ł̶e̶m̶ nastroiłem korzystając z tej śmiesznej aplikacji do grania na pasku i nic to nie zmieniło.
Wydruk się kaszanił w randomowych momentach.
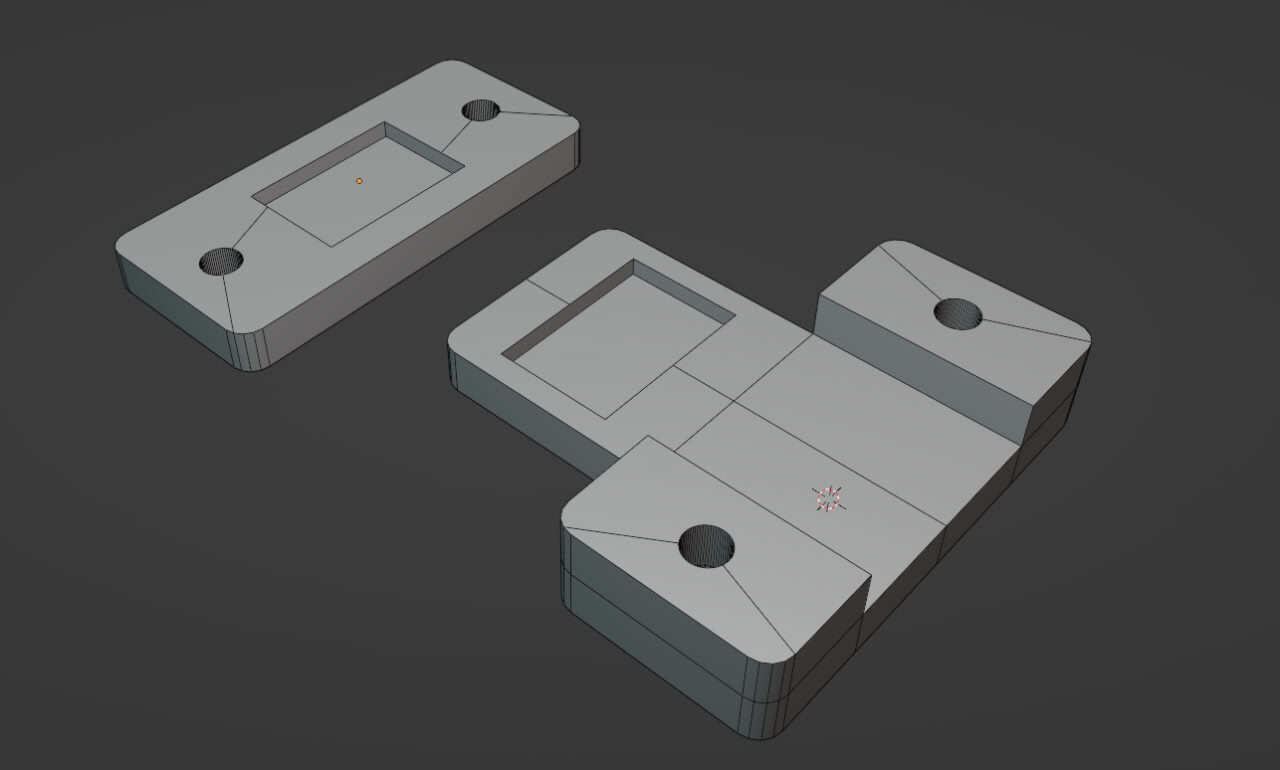
Spróbowalem więc wydrukować małe dwie rzeczy, które wcześniej mi poprawnie drukowało i było OK. Więc założyłem, że to jednak coś w projekcie musi być chociaż był prosty jak budowa cepa:
Jak go przekręciłem w slicerze o 90 stopni w osi z to nagle magicznie przestało sie kaszanić. I ~4 godziny wczoraj drukowało te elementy bez żadnego problemu
Złapałem ten problem z przeskakiwaniem w osi X. Ale prawdopodobnie to wynika z tego, że filament w rolce zachaczył się mocno i to spowodowało przegapienie silnikiem kilku kroków, bo dużo wysiłku trzebz było, żeby ten filament pobracz z rolki w pudełku.
Ale to tylko hipoteza
Przebadaliśmy dziś problem z przeskakiwaniem Prusy w osi X.
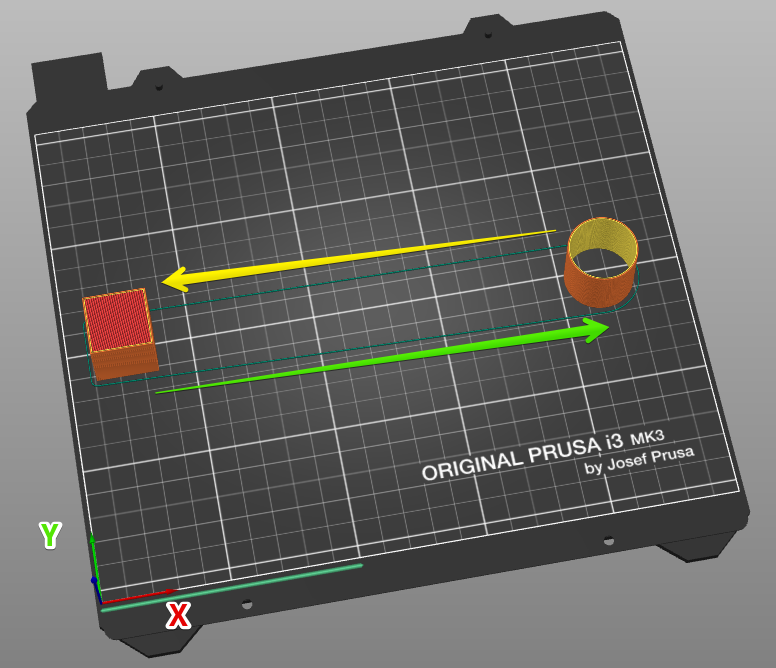
Objawów tego problemu nie było dopóki wydruki były małe (o kompaktowym układzie w kierunkach X i Y). W momencie kiedy pod czas druku części zostały umieszczone w odczuwanej odległości, zwłaścia w kierunku X, po jakimś czasie pojawiło się przesunięcie warstw.
Było sugerowano przebadać tą hipotezę, drukując taki model.
Jak przewidywano, przesunięcie warstw pojawiło się po jakimś czasie.
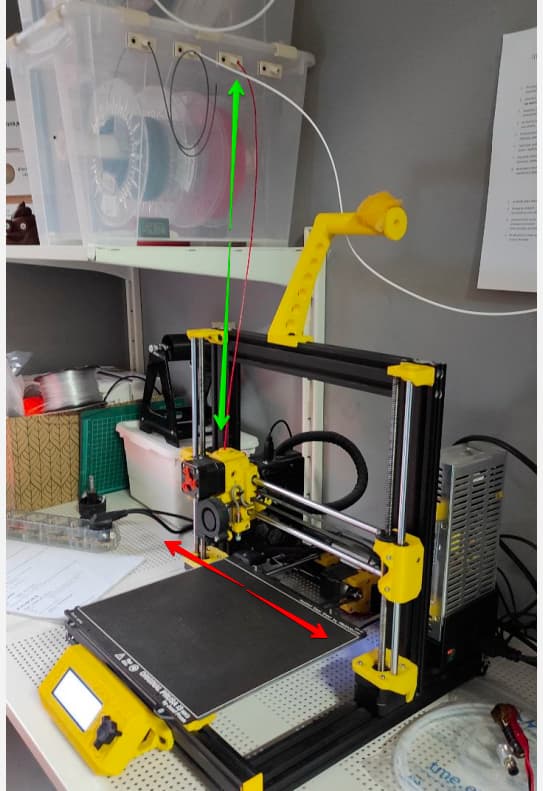
Ponowne badanie tego samego wydruku z włączeniem na drukarce trybu “Crash detect” wskazało na to, że wydruk często zatrymuję się pod czas ruchu hotendu w kierunku osi X, zwłaścia przy szybkim przesunięciu wprawo. Sugerujemy że to spowodowano szarpaniem filamentu, który się napina pomiędzy pudłom a hotendem.
To szarpanie zostaje odczuwane kontrolerem w trybie “Crash detect” i właśnie w tym trybie może udać się coś wydrukować.
Chociaż umieszczając ten samy wydruk w kierunku osi Y, otrzymaliśmy w trybie “Crash detect” zawiadomienia o problemie pod czas ruchu stolu w kierunku Y (jeden raz w kierunku X). Przy wyłączenie tego trybu po jakimś czasie pojawia się przesunięcie warst w… kierunku X. Pewnie dlatego, że filament szarpa w tym kierunku.
Ja spróbuję kolejne wydruki z włączanym trybem “Crash detect” i zobaczę wyniki. Ale rzeczywiście, że temat potrzebuje większego badania i interwencji.
Jak zawsze przy tego typu problemach - może warto zrobić wydruk przy szpuli wyjętej z pudełka żeby wyeliminować wpływ pudełka i bowdena na pracę drukarki? Debugowałem już kilka razy problemy z podawaniem filamentu, i te nasze pudełka na filamenty niejednokrotnie okazywały się być problematyczne…
To już przetestowane - ja drukowalem z tej prusy zawsze na szpuli zawieszonej na drukarce i też duże wydruki skakały po X. Co wyklucza prowadzenie filamentu jako przyczynę bo wtedy powinny ew. po Y przeskakiwać.
Podczas tych testów z włączonym crash detect, X miał problem nawet z luźnym filamentem przy przyspieszaniu. To samo Y (przy pionowym ustawieniu wydruku), ale rzadziej. Jeśli elektronika, firmware i ustawienia fabryczne są oryginalne (ktoś może to potwierdzić?), to sprawdziłbym czy silniki odpowiadają tym Prusowym. Bo jeśli są inne, to fabrycznie ustawiony prąd (jakoś 350mA RMS z tego co na szybko sprawdzałem) może być po prostu za niski, żeby uzyskać ten sam moment co w oryginalnej Prusie.
Dziś drukowałem.
Najpierw spróbowałem wyjąć szpulę z pudełka i ustawić na prynterze. To nie zrobiło dużej różnicy: błąd wystąpił dwa razy pod czas poziomowania, a potem jeszcze zepsuł dwa wydruki po kolei.
Obserwując moment wystąpienia problemu zdecydowałem skorygować swój g-cod: zmniejszyłem travel speed i odpowiednie przyspieszenie (120mm/s zamiast 180 i 600mm/S2 zamiast 1000).
I, o dziwo, żadnych objawów błędu.
Że slicera i robiłem. To nie jest problem.
Już w domu zobaczyłem, że jeden wydruk wciąż miał problem z przesunięciem, ale niewielki.
Dlatego zmiana prędkości i przyspieszenia to nie jest 100% rozwiązanie
350mA na (prawdopodobnie) najtańsze silniki jakie autor znalazł raczej sporo za mało, o ile to ten sam parametr co wszędzie, myślę 1A można spokojnie
Ta mechanika powinna na luzie zrobić ze 250mm/s * 5000mm/s²
Nieśmiało zaproponuję że dodając BTT SKR Pico za stówę i dowolnego kektopa z Klipperem mamy stabilną, community supported platformę ze świetnym web interfejsem, kompletem zabezpieczeń, TMC2209, prawdziwy input shaping, i tak dalej.
Ja wiem że hackowanie narzędzi ale IMO na dłuższą metę tak będzie mniej roboty vs praca z nieznanym bliżej klonem średnio przejrzystej Prusy, profile w slicerach nadal będą działać, bardzo łatwo można cofnąć w razie potrzeby, zawsze mamy stockowego Endera w zapasie
Oczywiście jako że proponuję rozwiązanie jestem gotów zająć się wdrożeniem go.
Alternatywnie można by też sprzedać, dołożyć trochę, kupić Bambu A1 Mini i mieć spokój
Mój stary mechanik samochodowy mawiał: zanim zaczniesz diagnozować instalację LPG, upewnij się, że dobrze jeździ na benzynie. Jeśli konfiguracja w-miarę-stockowa nie jest w stanie trzymać kroków, to może dojdźmy, co jest nie tak, zanim zaczniemy dokładać kolejne ruchome elementy?
IMO nieznany relatywnie zamknięty kontroler to bardziej ruchomy element niż bardzo popularny otwarty framework który ma chociażby gotowy skrypt do testowania czy dana kombinacja parametrów (prędkość, przyspieszenie, prąd, input shaping…) nie gubi żadnego kroku.
Jeśli problem jest z kontrolerem (a IMO jest) to to go rozwiąże, jeśli nie - pozwoli go łatwo znaleźć

{kind=link}