A tak generalnie jak używam Fusion 360 i planuję użyć jego CAM post processora, wiem że ma Mach 3. Jakie polecenia/ostrzeżenia mogą być?
1 polubienie
To dla Fusion jest postprocesor do cncgraf do pobrania ze strony Postprocesor i znaczenie G-Code w obróbce CNC
3 polubienia
Przestał mi się ten DTR ściągać, wrzucam jeszcze raz
ploter_mfg_DTR.pdf (3,7 Mo)
Gdyby komuś się przydało, to mam screen z książki ze “speed graph”. Przyda się do wyboru odpowiednich obrotów narzędzi różnej średnicy: frezowanie, toczenie, wiercenie.
Mill_Dill_Cut_speed.pdf (3.4 MB)
Przeprowadziłem niektóre testy cięcia części ze stali na frezarce CNC.
Byłem w stanie wyciąć część do naszej tokarki, więc mogę stwierdzić, że frezarka może również robić części ze stali (jeśli zostaną spełnione pewne środki ostrożności).
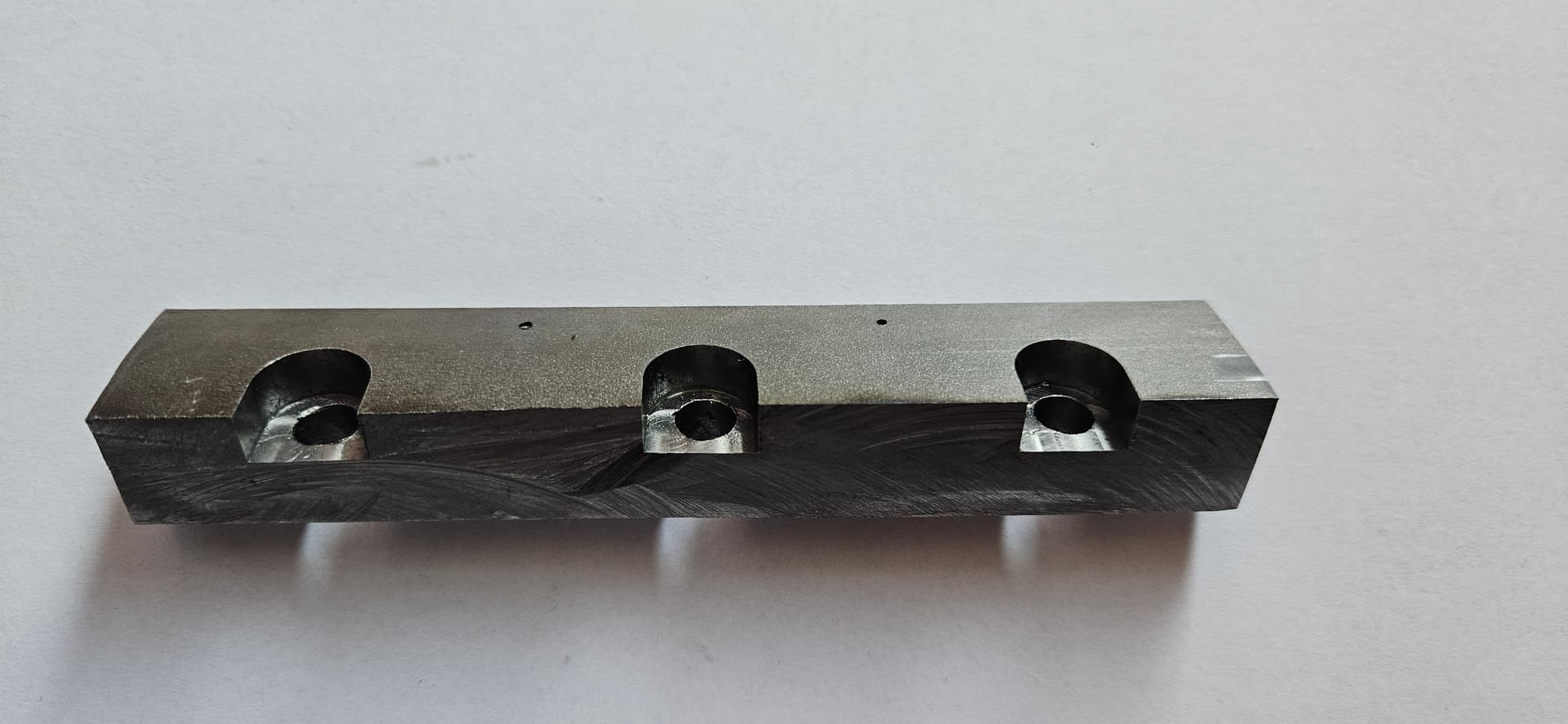

- Odpowiednie obroty na minutę (RPM). (testy zostały przeprowadzone z 5mm frezem końcowym z węglika:
FREZ WĘGLIKOWY VHM FI 5x15x50 Z4 55HRC HRC55)
Zauważyłem, że kontroler frezarki ignorował ustawienie RPM z pliku gCode z jakiegoś powodu (i wrzeciono przechodzi na MAX RPM, co jest zbyt dużo dla stali) i nie byłem w stanie ustawić RPM z pliku. Dostosowałem RPM ręcznie do 10000 obrotów na minutę.
2. Prędkości i posuwy
Skrawanie profilowe: 10000 RPM, 5mm frez węglika, posuw 15-20 mm/sek (900 - 1200 mm/minutę), głębokość cięcia 0,25 mm, głębokość posuwu w dół - 2 mm Frezowanie powierzchniowe (facing): 10000 RPM, 5mm frez końcowy z węglika, posuw 15-20 mm/sek (900 - 1200 mm/minutę), głębokość cięcia 0,25 mm, szerokość kroku - 2 mm
3. Chłodzenie - bez dedykowanego chłodziwa, po prostu spryskiwałem IPA na frez od czasu do czasu. Nie było widocznych uszkodzeń frezu końcowego na końcu testów.
Problemy:
Operacja skrawania klina spowodowała niewielkie przesunięcie imadła frezarskiego na powierzchni stołu, co doprowadziło do błędnych wymiarów części. Powodem było to, że za lekko dokręciłem śruby zaciskowe imadła. Z drugiej strony unikałem zbyt mocnego dokręcania, ponieważ używamy standardowych śrub sześciokątnych i obawiałem się, że ostre krawędzie łbów śrub mogłyby uszkodzić rowki T stołu frezarki. Dlatego sugeruję zakup niektórych dedykowanych nakrętek do rowków T, aby ułatwić mocowanie z zestawem mocującym, który Miłosz przyniósł razem z frezarką CNC.
@zhohoff zasugerował takie nakrętki (trudno jest znaleźć nakrętki o szerokości rowka 8 mm i gwincie M8):
@miklo może też masz jakieś sugestie dotyczące odpowiednich nakrętek teowych?
3 polubienia
Podobne nakrętki jak z linku leża w szufladzie (@franek przyniósł) ale są za szerokie bo dolna część nakrętki ma szer, 17mm a u nas w stole jest 14mm.
Ta z linku górną część ma 8mm czyli by weszła , ale dolna też jest na 17mm.
Ja nigdzie w necie nie znalazłem pasujących do tego rowka na śruby M8. Można by poszukać na śruby M6 ew kupić te z linku i zfrezować spód na 14mm.
Teraz mi przyszło do głowy: ciekawe, czy producent frezarki ma jakieś pasujące elementy…
No w sumie napiszę do nich…

Jeszcze prośba (tu konkretnie do ostatniego użytkownika ![]() ) żeby po robocie wyczyścić z wiórów - zwłaszcza matalowych - również rowki stolika, z tyłu za frezarkę i szufladę na wióry pod frezarką.
) żeby po robocie wyczyścić z wiórów - zwłaszcza matalowych - również rowki stolika, z tyłu za frezarkę i szufladę na wióry pod frezarką.


2 polubienia
Ok, całkiem zapomniałem o tej szufladzie
Wydaje mi się że w EBMiA mają pasujące nakrętki M6 i nakrętki bez otworu(?):
https://www.ebmia.pl/6588-nakretki-teowe-din-508-nakretki-teowe?q=a--0.3%26%2347%3B--0.5-8
M8 do rowka 8mm będzie raczej ciężko dostać, ale można zrobić gwinty w tych nakrętkach bez otworu albo rozwiercić i przegwintować nakrętki M6 na M8 - to chyba prostsza opcja niż frezowanie.
1 polubienie
Jest jakieś zapotrzebowanie co do konkretnych frezów?
Jakoś za niedługo mam zamiar zamówić nowe frezy do zastąpienia tych, które połamałem podczas nauki i mógłbym od razu dorzuć.
Tzn najprostsza opcja to kupić z tego linku nakrętki teowe z gwintem M6 , na szerokość rowka 8mm szerokośc spodu 13mm. I używać mocowania śrubami M6. Bo nie ma opcji żeby nagwintować M8 materiał o szerokości 8mm. To będzie mieć taką sama wytrzymałość jak zwykłe nakrętki M8 ( które mają szer ~12.8mm) których teraz i się idealnie mieszczą w ten rowek. W sumie jedyna wg mnie wada zwykłej nakrętki M8 (lub łba śruby) w stosunku do ew. t-owej jest taka że się trochę blokuje w rowku przy przesuwaniu jak się obróci.
Spróbowałem frezować nakrętki M8, które mamy w szufladzie do CNC, aby pasowały do teowych rowków stołu frezarki. Wygląda na to, że działa to dobrze, zobaczymy, czy gwint z podcięciem jest wystarczająco wytrzymały, aby pracować przez dłuższy czas. Ogólnie, podejście polegające na zwężaniu standardowych nakrętek, aby pasowały do 8 mm rowka, działa dobrze:

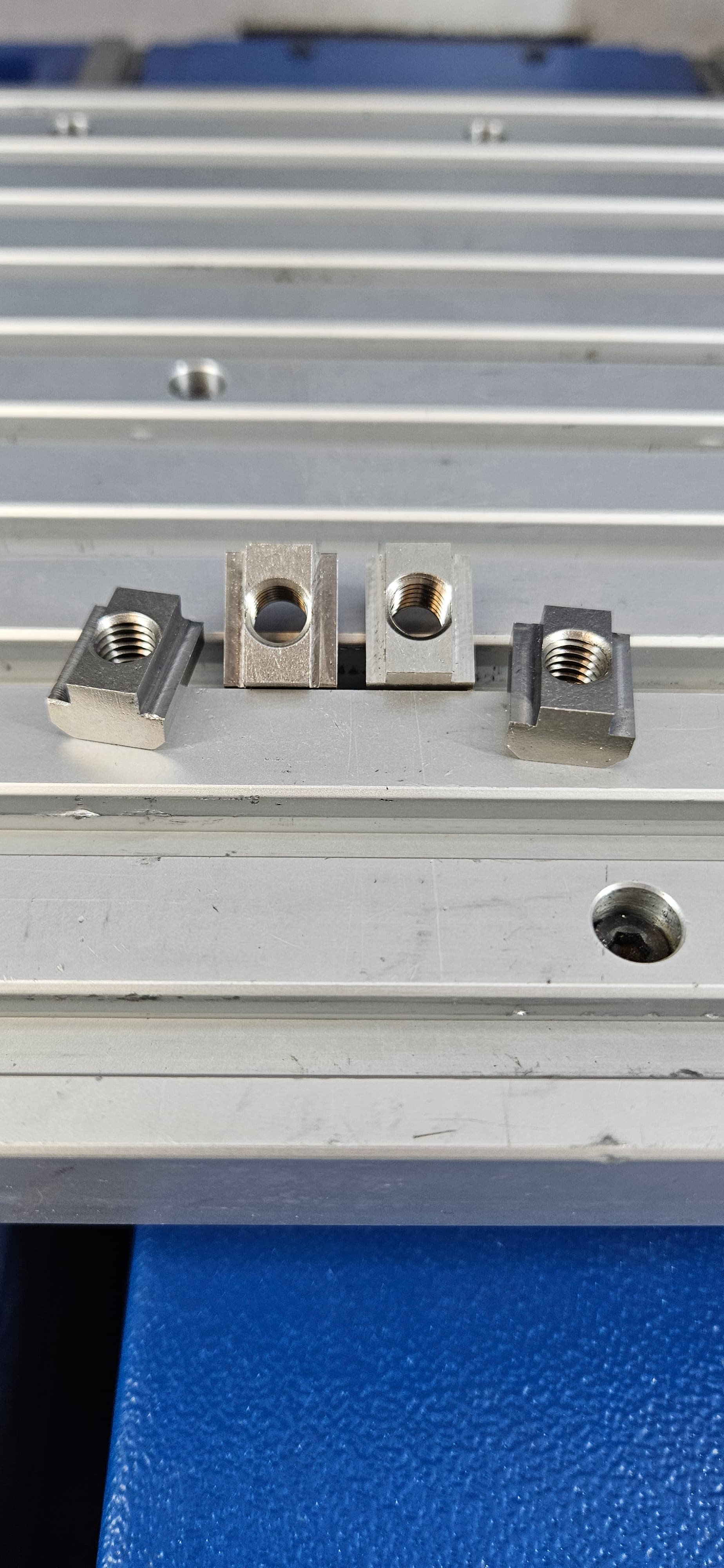
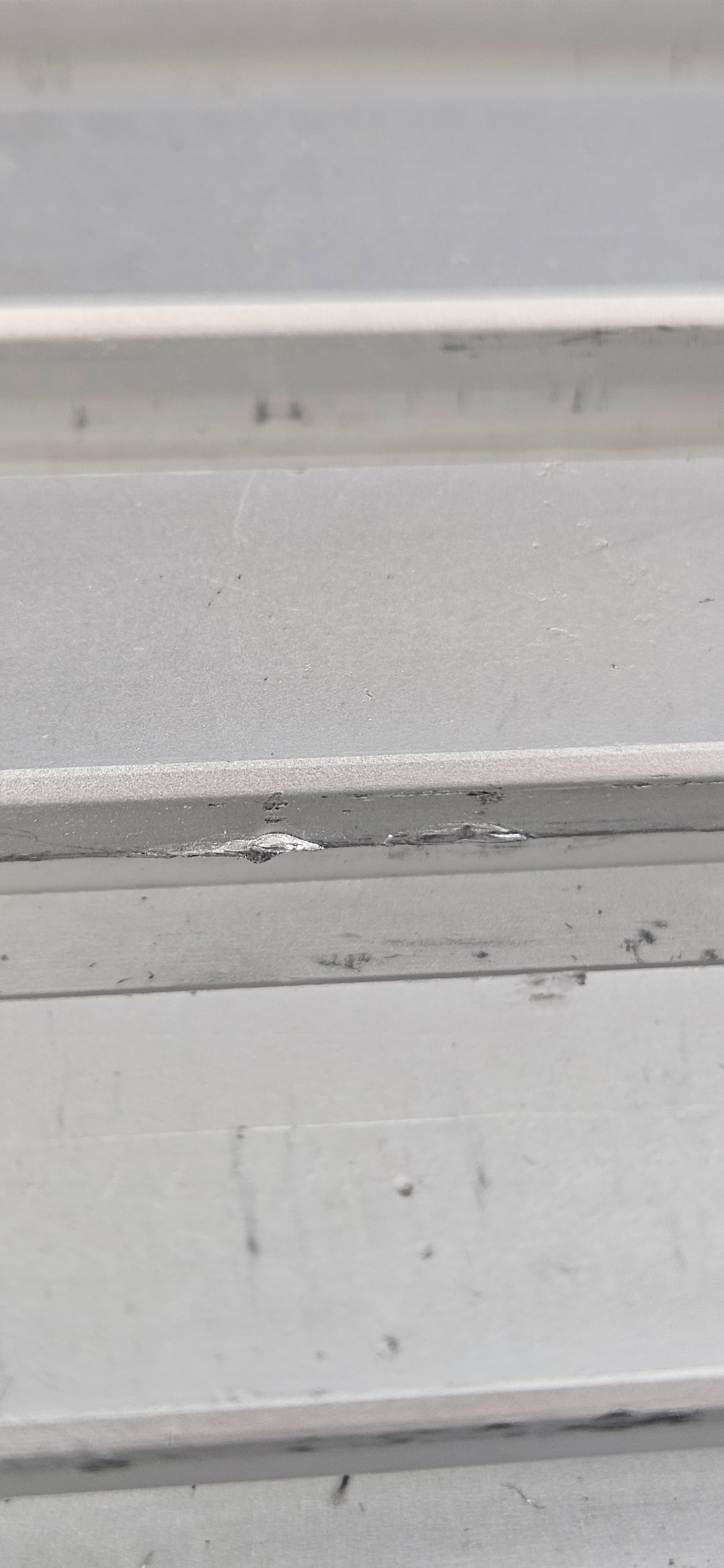
Zauważyłem również, że czasami nakrętki nie pasują do rowków, ponieważ stół ma niewielkie uszkodzenia spowodowane zbyt mocnym dokręceniem zwykłych śrub, co może wywierać zbyt duży nacisk i powodować plastyczne odkształcenie aluminium. Nakrętki teowe mają większą powierzchnię, więc mam nadzieję, że zmniejszy to ten efekt:
Imadło jest zamocowane za pomocą prętów gwintowanych z zestawu do mocowania:
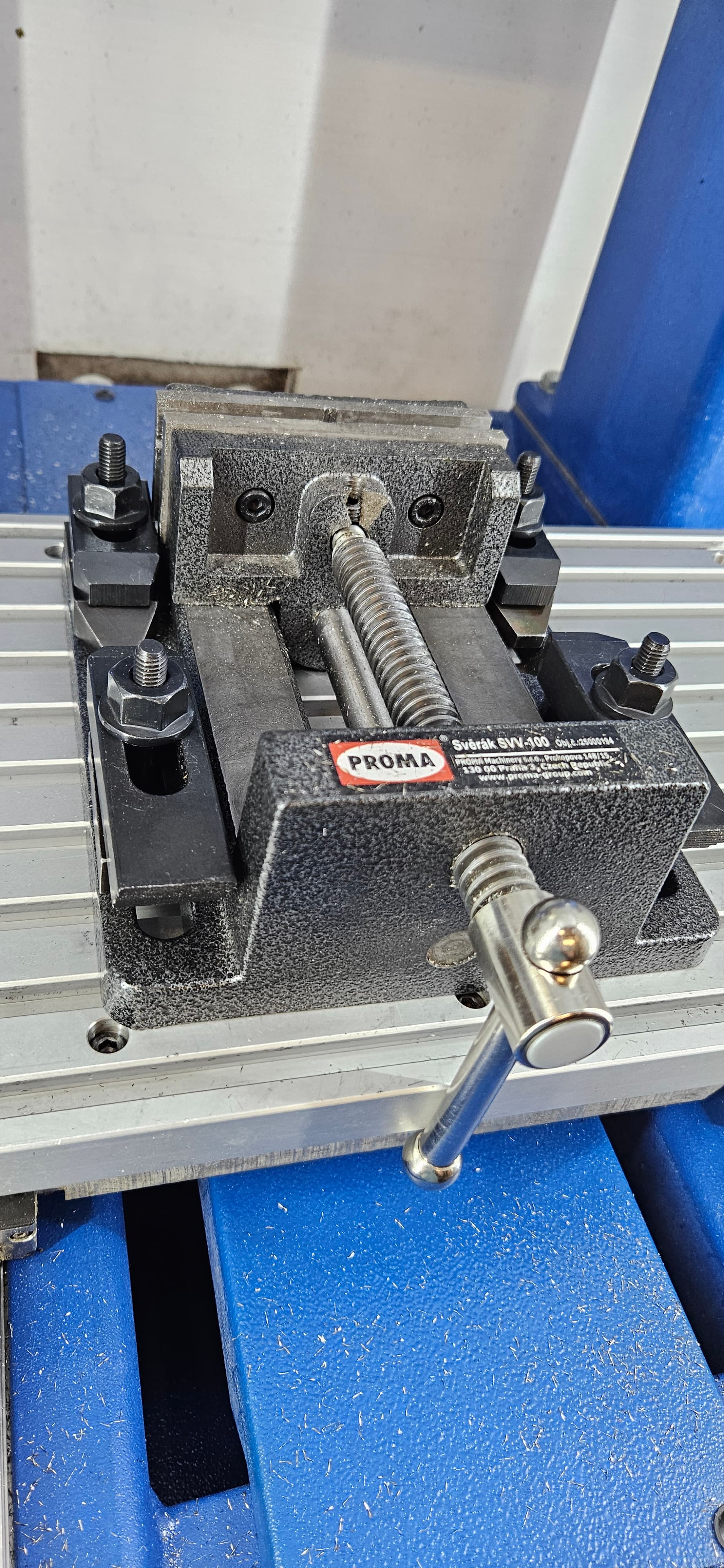
Są one zbyt długie dla takich krótkich części, więc sugeruję wziąć pręt gwintowany i przyciąć go na tokarce, aby mieć zestaw krótkich prętów gwintowanych do użycia z nakrętkami teowymi.
4 polubienia
Problem z nakrętkami teowymi, które nie pasowały do większości T-rowków, został rozwiązany. Wyrównałem stół do osi X frezarki (wcześniej był przesunięty o 0,26 mm) z dokładnością ± 0.01mm i sfrezowałem niewielkie deformacje stołu, więc teraz nakrętki teowe o rozmiarze 8 mm pasują do wszystkich rowków.
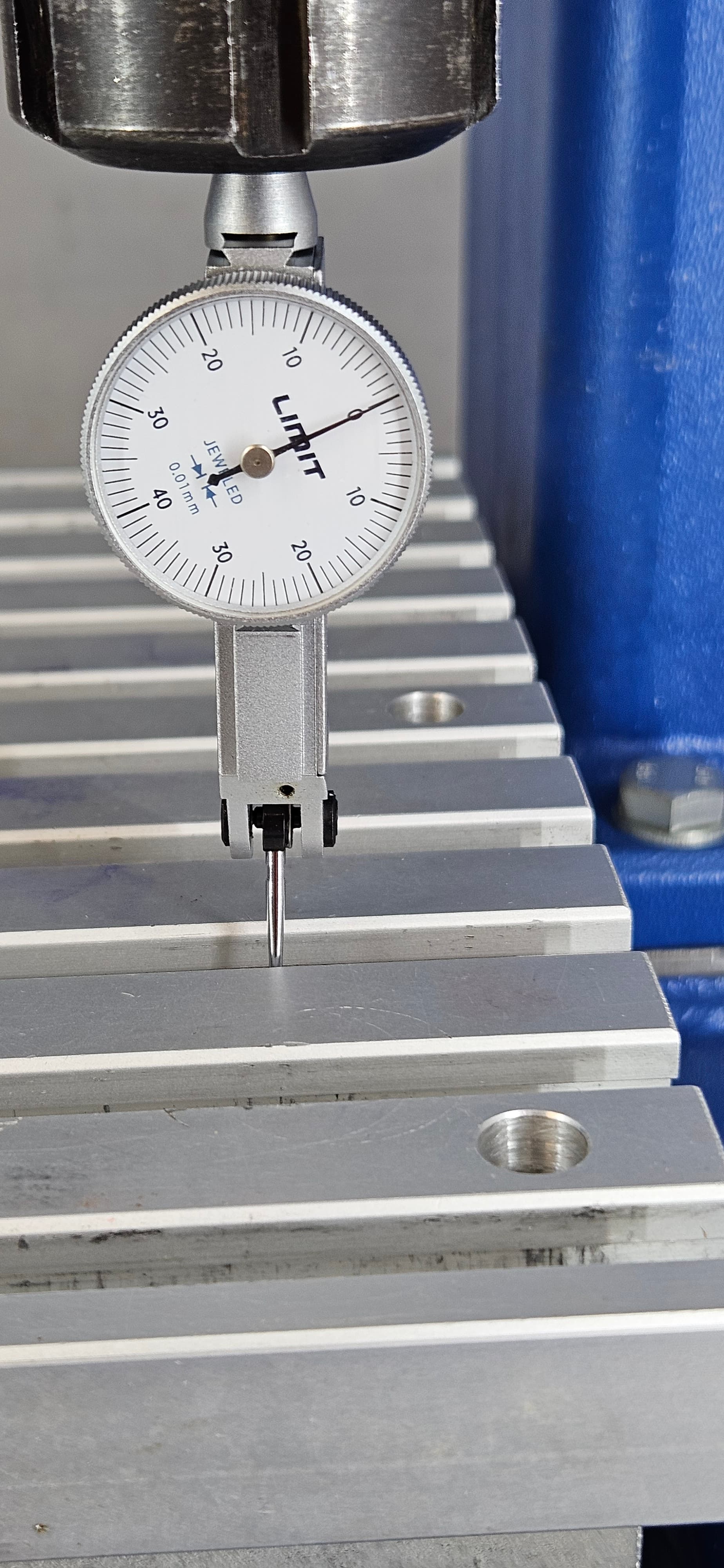
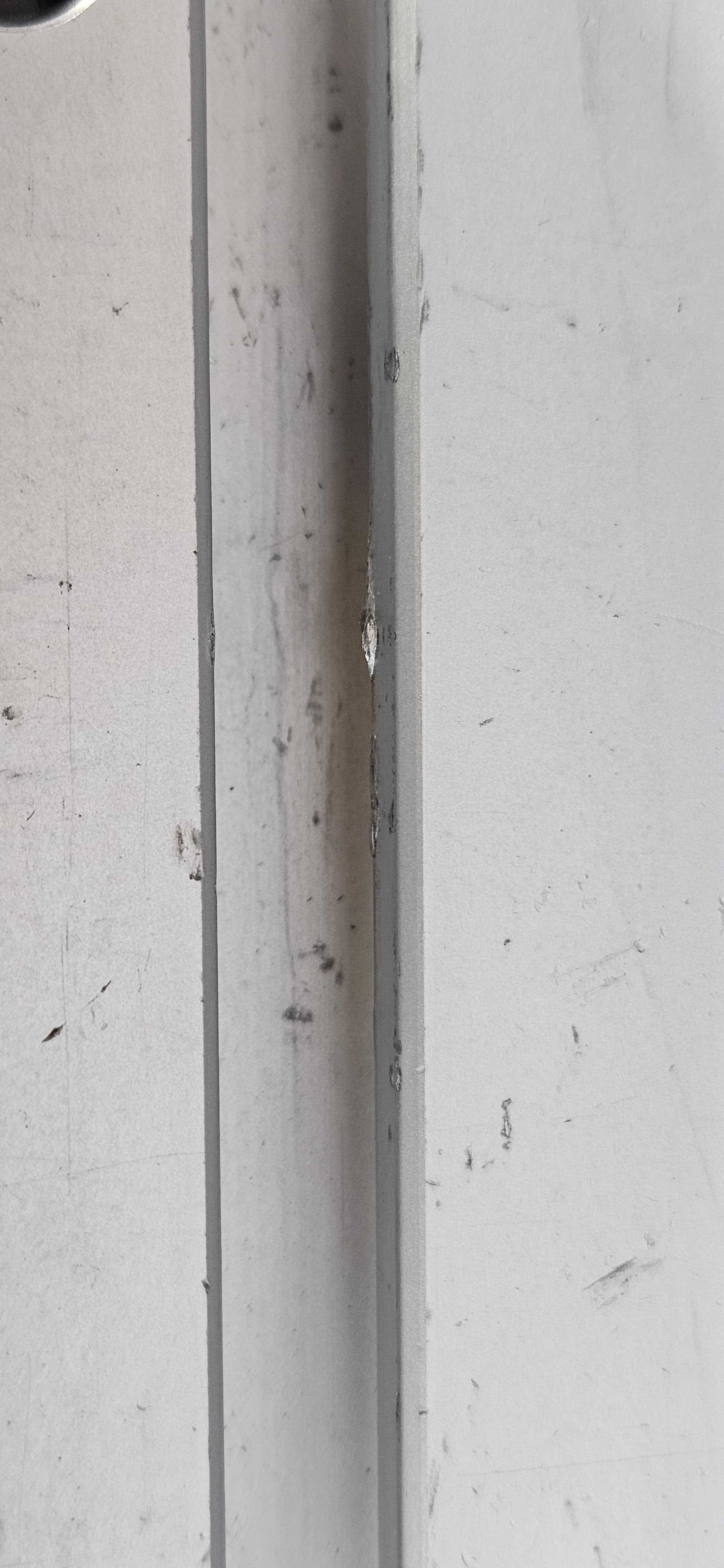
Zmierzyłem też wyrównanie w osi Z i jest odchylenie do 0,05 mm. To odchylenie nie jest spowodowane wymiarami górnej płyty pokrywowej, ponieważ rama montażowa ma takie same wartości odchyleń:
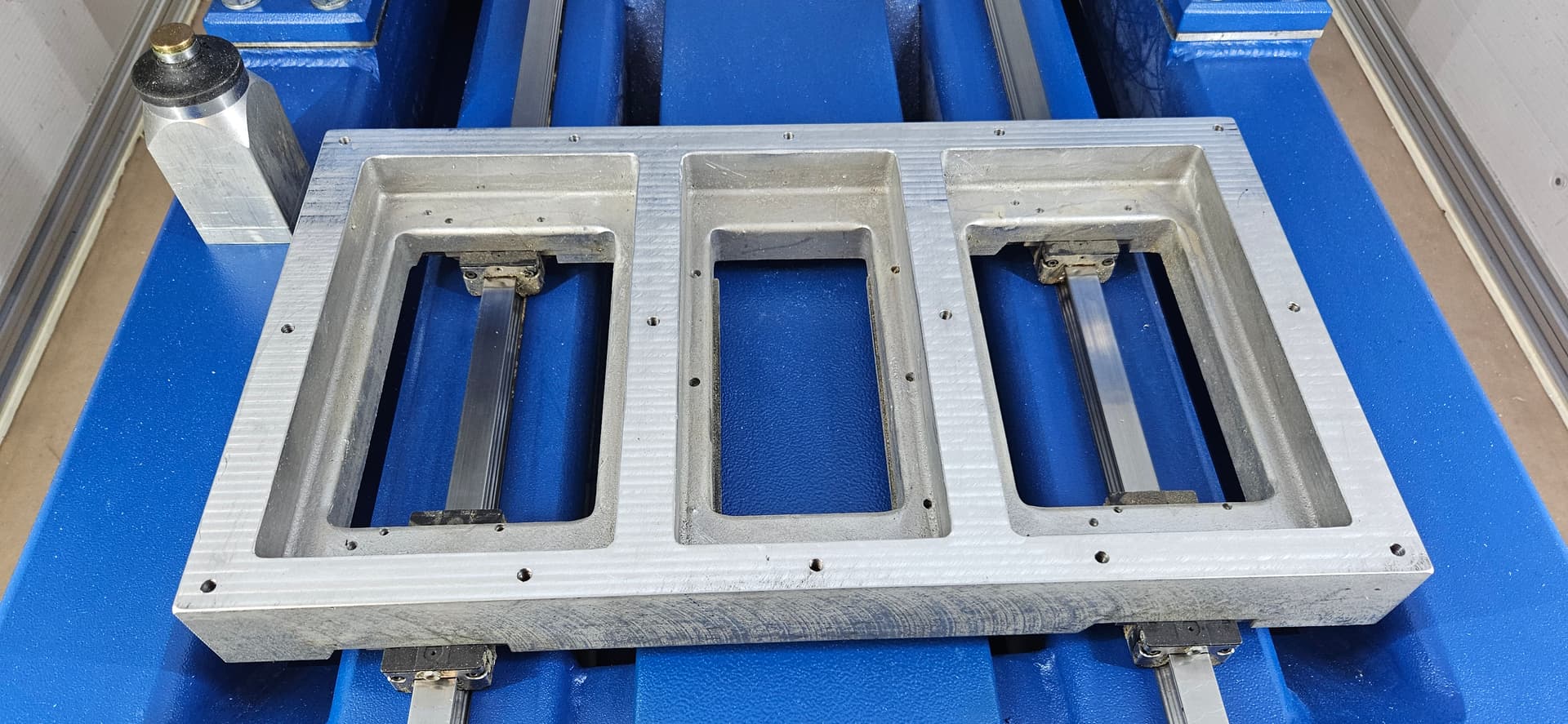
Dla mnie wygląda na to, że stalowe prowadnice liniowe mają pewne nierówności, które powodują błąd wysokości, ale należy je zmierzyć, aby upewnić się, że to jest dokładna przyczyna.
8 polubień
Kto zabrał hub USB, który był przy CNC?
Musiał kawał czasu temu zniknąć, bo sobie go nie przypominam
Zauważyłem, że niektóre tulejki mają ślady dużego zużycia. Dlatego proponuję kupić takie nowe tulejki (35 zł za szt.):
- 1/8 https://allegro.pl/oferta/tulejka-zaciskowa-er25-3-175-1-8-precyzyjna-0-005-17905521940
- 3 mm https://allegro.pl/oferta/tulejka-zaciskowa-er25-3-mm-precyzyjna-0-005-11407910056
- 4 mm https://allegro.pl/oferta/tulejka-zaciskowa-er25-4-mm-precyzyjna-0-005-13311917775
- 6 mm https://allegro.pl/oferta/tulejka-zaciskowa-er25-6-mm-precyzyjna-0-005-11407937188
Proszę @zarzad zatwierdzić zakup.
Czy to sprawdzony dostawca? W sensie że sporo tych tulejek chińskich i słabej jakości